SINO MAXTON GROUP Co.,Ltd
News Details
Build a Commercial Organic Fertilizer Plant | Maxton EPC 2026
Turning Waste into “Black Gold”: Building a High-Profit Commercial Organic Fertilizer Plant
As global agriculture pivots towards sustainability, the long-term overuse of chemical fertilizers has led to severe soil degradation, compaction, and acidification. In response, the demand to establish highly efficient commercial organic fertilizer plants is growing at unprecedented rates worldwide.
For livestock farms, agricultural cooperatives, and environmental investors, managing organic waste (such as poultry manure, crop residues, and municipal sludge) is no longer an environmental burden. Instead, converting organic waste to fertilizer through a modern commercial organic fertilizer plant has become a highly profitable Waste-to-Wealth business opportunity.
Henan Maxton Machinery Co., Ltd. provides complete turnkey fertilizer solutions. We deliver not just heavy-duty organic fertilizer manufacturing equipment, but a proven technological loop that transforms pungent waste into high-premium, eco-friendly fertilizer granules that meet strict international agricultural standards.
Why the East Asian Market Needs a Modern Commercial Organic Fertilizer Plant
The barrier to entry in the East Asian fertilizer market is exceptionally high. Enterprises face the triple pressure of strict environmental compliance, severe space limitations, and the demand for premium-grade products. Maxton’s process design for your commercial organic fertilizer plant is precisely engineered to target these exact pain points:
1. Meeting Strict Environmental Assessments (EIA): Enclosed, Odorless Fermentation
East Asia is densely populated, meaning livestock farms and facilities are often located close to residential areas. Traditional open-air windrow composting is highly prone to being shut down by authorities.
The Maxton Solution: The core of our commercial organic fertilizer plant is the flagship Rotary Drum Fermenter, utilizing fully enclosed aerobic fermentation technology. By precisely controlling oxygen, temperature, and moisture, we compress the fermentation cycle to just 7-15 days and integrate exhaust scrubbing systems. This guarantees “zero odor” emissions, allowing your facility to pass the most stringent environmental reviews easily.
2. Breaking Through Space Bottlenecks: Compact & Vertical Layouts
Whether facing the astronomical land costs in Japan and South Korea or the premium real estate of China’s eastern coastal regions, the physical footprint directly dictates your initial capital expenditure (CAPEX).
The Maxton Solution: Compared to massive traditional fermentation trenches, our design for a commercial organic fertilizer plant utilizes a highly integrated vertical granulation system, which can save customers 40% or more in factory floor space.
3. Adapting to an Aging Workforce: Perfecting “Machine-Sown” Fertilizer Granules
The agricultural workforce in rural East Asia is aging rapidly. Precise mechanical application using modern agricultural machinery has become an absolute necessity.
The Maxton Solution: Our high-performance industrial compost granulator units process fermented compost into high-strength, perfectly spherical, and uniformly sized granules (typically 2-4mm). These granules eliminate the risk of equipment blockages during mechanical sowing.
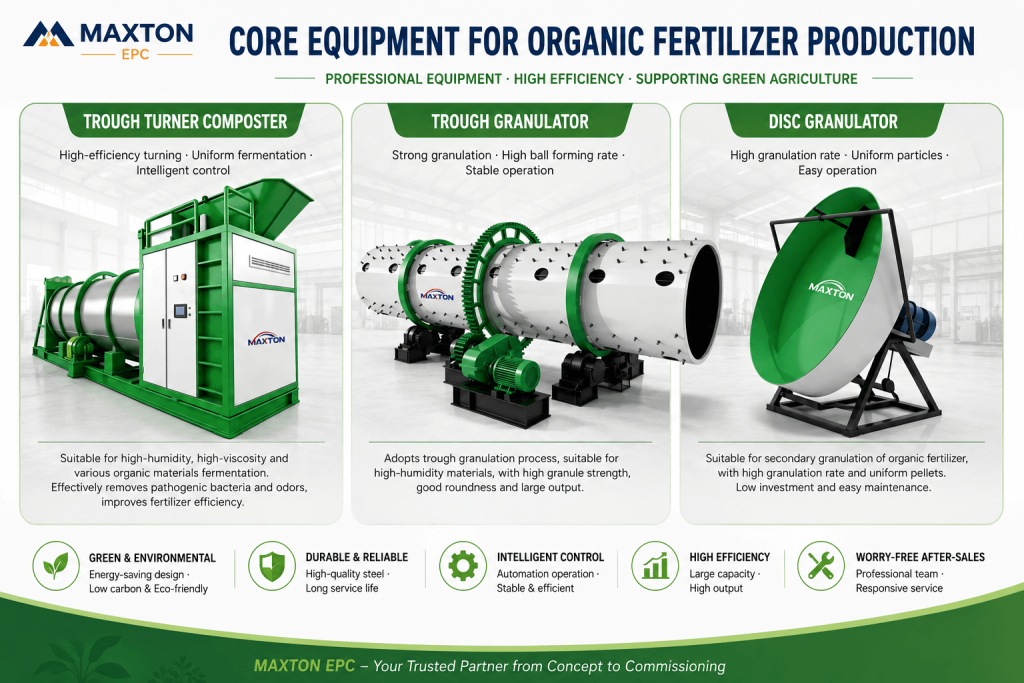
Maxton’s Star Equipment Lineup for Your Commercial Organic Fertilizer Plant
Relying on superior heavy machinery manufacturing craftsmanship and intelligent control systems, we ensure your commercial organic fertilizer plant operates stably and efficiently 24/7:
| Core Equipment | East Asian Market Pain Points Solved | Technical & Commercial Value |
| Horizontal Rotary Fermenter | Strict environmental restrictions and slow fermentation caused by freezing winter temperatures. | Fully enclosed and thermally insulated. It maintains a high temperature of 60-70°C, thoroughly eradicating pathogens. |
| Disc Pelletizer (Pan Granulator) | The demand for flexible production lines by small to medium-sized premium fertilizer enterprises. | Steplessly adjustable tilt angle and rotation speed, achieving a pelletizing rate of over 93%. |
| Rotary Drum Granulator | Large-scale chemical fertilizer plants are transitioning to “organic-inorganic compound fertilizers.” | This massive industrial compost granulator is perfectly compatible with chemical raw materials to produce high-premium compound fertilizer granules. |
The Core Process: Step-by-Step Waste Valorization
A successful commercial organic fertilizer plant relies on two critical phases: Rapid Fermentation and Precision Granulation. Maxton provides ultra-reliable organic fertilizer manufacturing equipment for every crucial node.
Step 1: High-Temperature Aerobic Fermentation
The absolute core of organic fertilizer quality. Utilizing our fully enclosed Rotary Drum Fermenter, waste is rapidly heated to 60-70°C (140-158°F) through aerobic biological action without producing nuisance odors.
Step 2: Deep Crushing & Mixing
Once fully composted, the semi-wet materials are fed into a specialized fertilizer crusher. It is then moved to a horizontal mixer where trace elements or specific beneficial bacteria can be uniformly blended.
Step 3: High-Efficiency Precision Granulation
Transforming powdery compost into uniform, easy-to-store granules. Depending on the capacity of your commercial organic fertilizer plant, we offer two main solutions:
-
Disc Pelletizer: Features a high pelletizing rate (over 93%) and lower initial CAPEX.
-
Rotary Drum Granulator: Built for large-scale, continuous production with massive volumes.
Step 4: Low-Temperature Drying & Cooling
Freshly formed granules contain excess moisture. Our rotary dryer gently removes this moisture under strictly controlled temperatures. This critical low-temperature process hardens the granules while safeguarding the survival of beneficial active bacteria.
Step 5: Automated Screening & Packaging
A rotary screener separates oversized or undersized particles. The final, perfectly uniform granules flow into an automated weighing and packaging machine, ready for dispatch.
Technical FAQ on Building a Commercial Organic Fertilizer Plant
Q: How does the Rotary Drum Fermenter maintain high temperatures in freezing winter conditions?
A: Unlike open-air windrow composting, our fermenter features a fully enclosed, thermally insulated design. The biological heat generated by the aerobic bacteria is locked inside, ensuring rapid composting even in sub-zero temperatures.
Q: How should I choose between a Disc Pelletizer and a Rotary Drum Granulator?
A: A Disc Pelletizer is highly flexible and cost-effective, making it the top choice for pure organic lines up to 5-10 tons per hour. The Rotary Drum unit is a heavy-duty industrial compost granulator designed for large-scale capacities (10-30+ tons/hour) and compound fertilizers.
Start Your EPC Project Today
Building a modern fertilizer facility is a complex system engineering task. Maxton provides end-to-end turnkey fertilizer solutions for every commercial organic fertilizer plant—from process design (FEED) and equipment manufacturing to on-site installation, commissioning, and operator training.

Related Posts
6 月 3, 2026
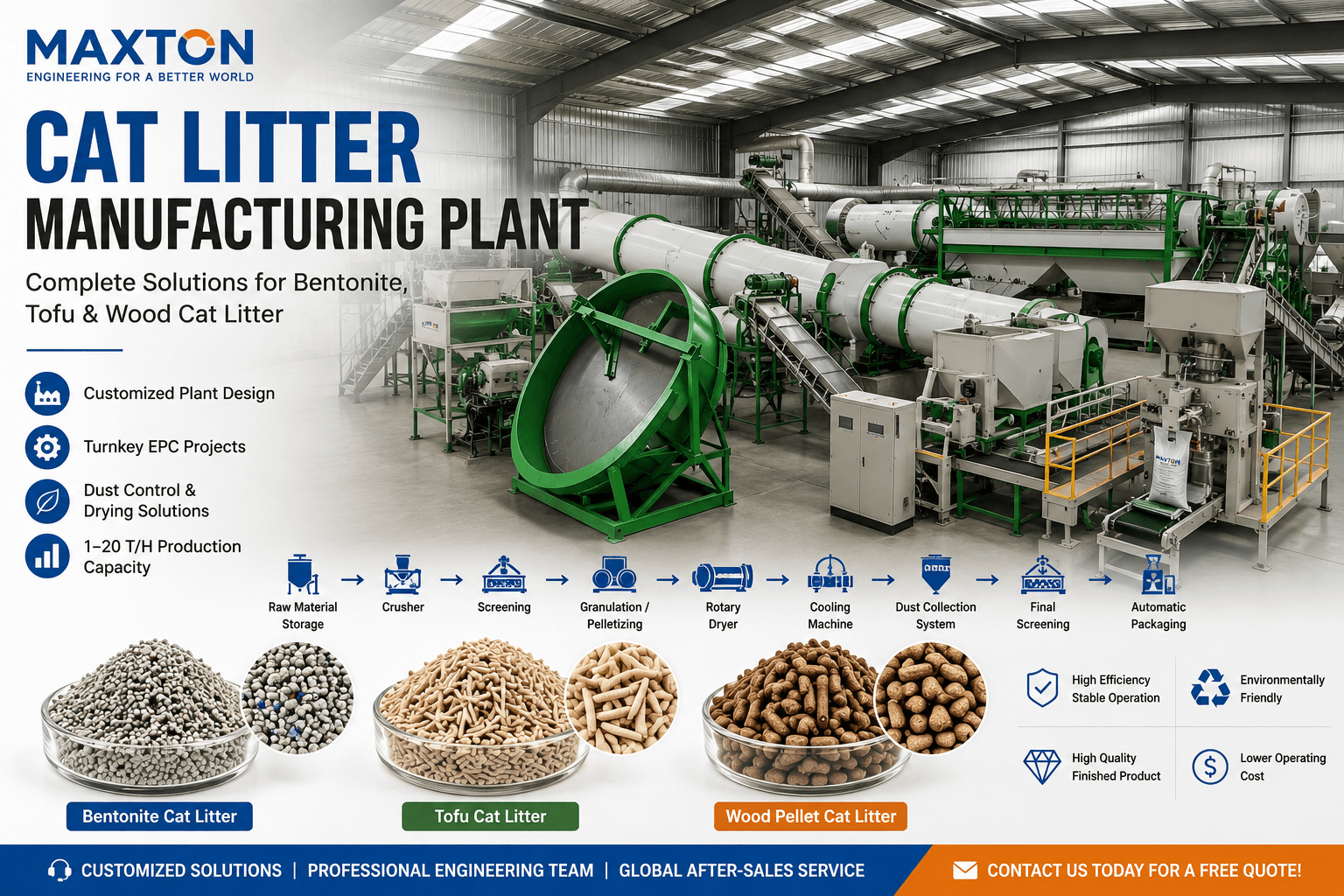
Cat Litter Manufacturing Plant: Bentonite, Tofu & Wood Equipment Guide
Cat Litter Manufacturing Plant: Complete Manufacturing Solutions for Bentonite, Tofu, and Wood Cat L...
6 月 2, 2026
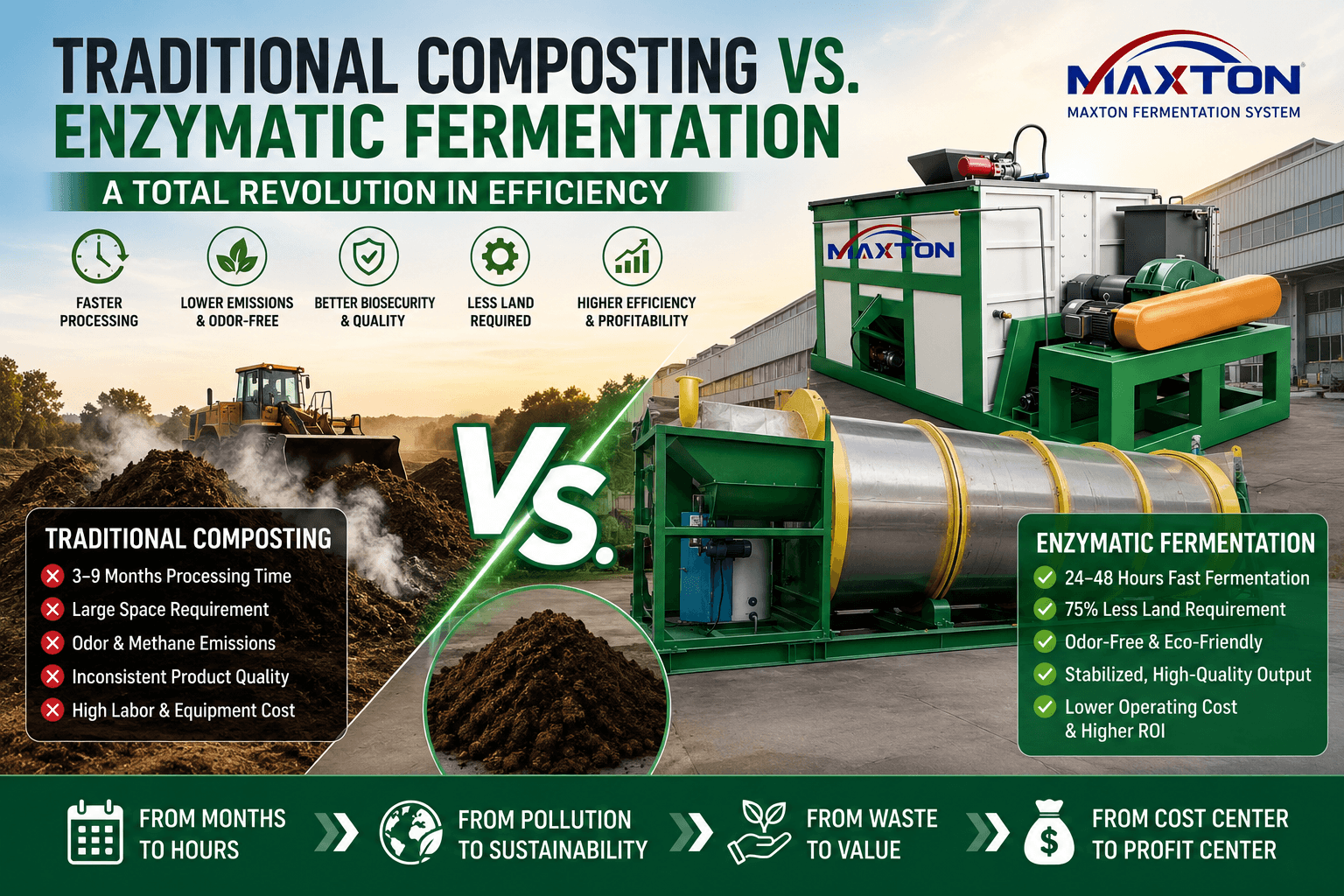
Traditional Composting vs. Enzymatic Fermentation: Cost & ROI Guide for Organic Fertilizer Production
As global agriculture moves toward sustainable and high-efficiency fertilizer production, managing o...
Give us a call or Simply Complete the Form
Address:Zhengzhou City, Henan Province, ChinaPhone:+86-18237180035Email:svip@maxtonorg.com
