SINO MAXTON GROUP Co.,Ltd
News Details
Maxton Potassium Sulfate production plant SOP Production Line | Mannheim & Wet Process EPC
Table of Contents
- – Route 1: Mannheim Process — Potassium Sulfate Production Plant
- – Route 2: Sustainable Wet Process
- – Process Route Comparison
- – Maxton Potassium Sulfate Production Plant Equipment
- – High-Premium SOP End Markets for Your Plant
- – Frequently Asked Questions
- – Start Your Green Fertilizer Project
A Maxton potassium sulfate production plant delivers industry-leading SOP manufacturing capacity with fully integrated EPC turnkey engineering. We are a specialized global supplier of potassium sulfate (SOP) production equipment and engineering services. In response to the growing demand for high-purity, chlorine-free potash in premium agriculture, we provide fertilizer manufacturers with end-to-end solutions — spanning FEED (Front-End Engineering Design), equipment manufacturing, on-site installation and commissioning, and full-lifecycle operational optimization.
Our core objective: help you significantly reduce CAPEX and OPEX while maximizing ROI.
Based on your feedstock conditions, local environmental regulations, and target capacity, Maxton offers two proven, industry-leading production routes:
Route 1: Classic Mannheim Process— large-scale, high-stability production with hydrochloric acid by-product revenue
Route 2: Innovative Wet Process — zero high-temperature, zero acid gas emissions, the green solution of choice
Route 1: Mannheim Process — Potassium Sulfate Production Plant (Thermal Route)
Core Commercial Value
High-volume, high-stability SOP production plus a second profit stream from premium-grade HCl by-product.
The Mannheim Process is the most widely deployed SOP production technology globally, and is ideally suited for large-scale chemical plants or fertilizer enterprises with established downstream hydrochloric acid channels. When you invest in a Maxton potassium sulfate production plant using the Mannheim route, you gain proven reliability backed by a decades-long industrial track record.
*Image placement: Mannheim furnace cross-section diagram. Alt text: “Maxton potassium sulfate production plant – Mannheim furnace internal structure with silicon carbide hearth and alloy rake arms”*
Core Chemical Mechanism
The Mannheim Process proceeds in two thermo-chemical steps at 500–600°C inside a high-temperature furnace:
Step 1 (Exothermic, fast reaction):
KCl + H₂SO₄ → KHSO₄ + HCl ↑
Step 2 (Endothermic, requires sustained high temperature):
KCl + KHSO₄ → K₂SO₄ + HCl ↑
Process and Equipment Highlights
- Ultimate Conversion and Purity: Potassium conversion rate ≥ 98% with minimal free acid residue — delivering premium-grade finished product.
- Heavy-Duty Corrosion-Resistant Design: Maxton Mannheim furnaces feature specialty silicon carbide refractory hearths and high-alloy tungsten carbide wear-resistant rake arms, engineered specifically for 500°C+ highly acidic environments.
- Efficient By-Product Recovery: Impervious graphite falling-film absorption towers recover industrial-grade hydrochloric acid at 31%–33% concentration.
- Dual-Furnace Modular Architecture: Compact plant layout with independent furnace shutdown capability for maintenance — ensuring year-round uninterrupted production.
Route 2: Sustainable Wet Process
Core Commercial Value
Dramatic energy reduction, zero acid gas emissions, fully compliant with the most stringent environmental impact assessment standards.
For regions with abundant ammonium sulfate resources or projects facing strict carbon emission and hazardous gas discharge regulations, the wet process represents the future-forward green solution.
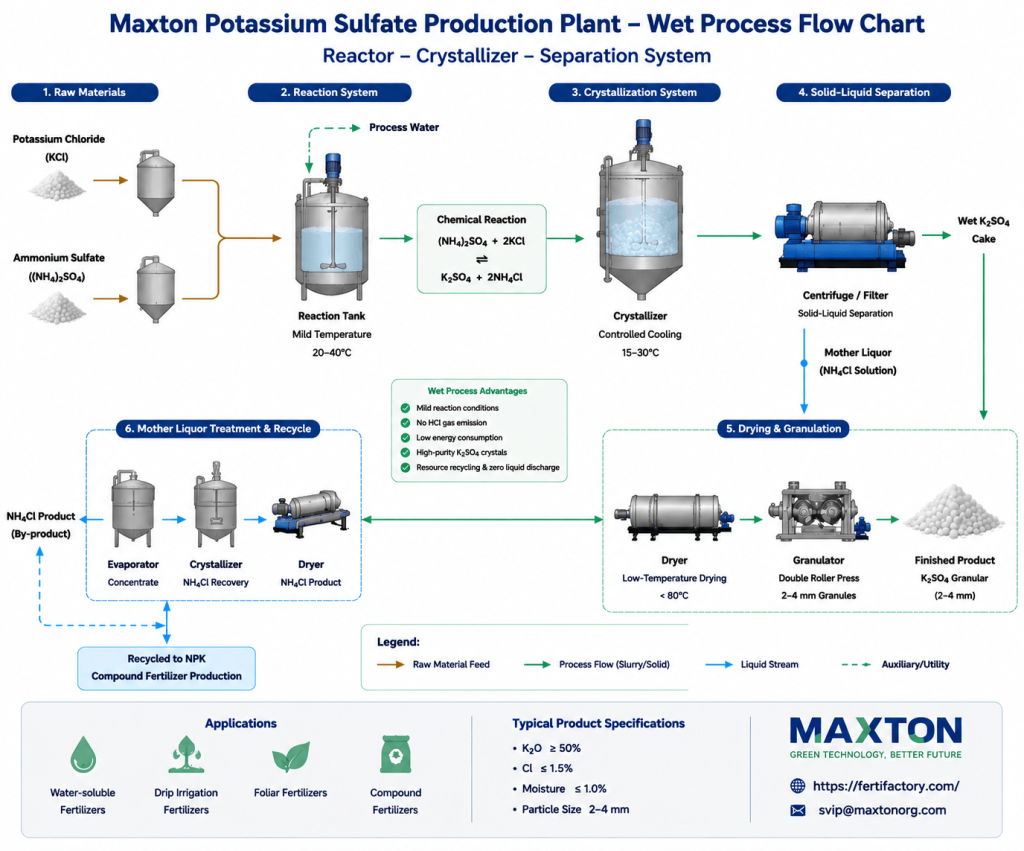
Core Chemical Mechanism
The reaction proceeds in the liquid phase under mild temperatures, directly precipitating high-purity potassium sulfate:
(NH₄)₂SO₄ + 2KCl ⇌ K₂SO₄ + 2NH₄Cl
Process and Equipment Highlights
- Ultra-Low Energy Consumption: Reactions complete at ambient or mildly heated conditions, eliminating the massive fuel consumption of Mannheim furnaces.
- Inherently Safe and Environmentally Friendly: No corrosive HCl gas is generated at any stage — a safe workshop environment with zero off-gas emission pressure.
- 100% Resource Circularity: The separated mother liquor, rich in nitrogen and chlorine (ammonium chloride), seamlessly integrates into on-site NPK compound fertilizer production lines, achieving zero liquid discharge (ZLD).
- Superior Water Solubility: The resulting K₂SO₄ crystals achieve exceptionally high purity, meeting or exceeding premium agricultural water-soluble fertilizer standards.
Process Route Comparison
Mannheim Process vs Wet Process Comparison
| Comparison Dimension | Mannheim Process | Wet Process |
|---|---|---|
| Primary Feedstock | KCl + H₂SO₄ | KCl + (NH₄)₂SO₄ |
| Energy Consumption | High (requires 500–600°C fuel heating) | Low (ambient or mild steam heating) |
| Primary Product Form | High-purity powder / granular K₂SO₄ | High-purity water-soluble K₂SO₄ crystals |
| By-Product Economics | Industrial-grade HCl (31%–33%) | Ammonium chloride / nitrogen-rich NPK mother liquor |
| Equipment Investment (CAPEX) | Higher (specialty refractories and anti-corrosion systems) | Moderate (conventional corrosion-resistant reactors and separation) |
| Ideal Enterprise Profile | Pursuing ultra-large-scale stable production with established HCl downstream channels | Stringent environmental restrictions, proximity to ammonium sulfate sources, with existing NPK blending facilities |
Decision Guidance: If you already have hydrochloric acid off-take channels and seek large single-line capacity, choose the Mannheim route. If your project faces strict environmental approval thresholds or is near ammonium sulfate resources, the wet process typically offers a shorter payback period.
Maxton Core Equipment Suite
An efficient potassium sulfate production plant depends on best-in-class heavy equipment. Maxton independently engineers and manufactures the full suite of core components for your SOP production line:
1. High-Temperature Thermal Reaction System — Next-generation energy-efficient Mannheim furnaces with optimized heat transfer and anti-corrosion protection.

2. Wet Process Reaction and Crystallization System— High-efficiency multi-stage fluidized stirred-tank reactors with precise crystal size and growth rate control.
3. Off-Gas Absorption and Environmental System — High-spec graphite falling-film absorbers plus environmental scrubber towers, meeting international emission standards.
4. Intelligent Solid-Liquid Separation System — Continuously operating vacuum belt filters plus dual-stage pusher centrifuges — industry-leading separation efficiency.
5. Drying and Granulation System — Rotary tube bundle dryer, fluidized bed cooler, and double roller extrusion granulator, producing uniform 2–4 mm high-hardness granules suitable for mechanical field spreading.

6. Plant-Wide DCS Control Center — Industrial-grade PLC/DCS automation system providing real-time monitoring and precise control of feed ratios, reaction temperatures, and discharge rates — minimizing manual operational risk.
High-Premium SOP End Markets for Your Potassium Sulfate Production Plant
Regardless of the process route, Maxton’s premium potassium sulfate output positions you in high-margin end markets:
Premium Agriculture and Water-Soluble Fertilizers
Delivering 100% chlorine-free dual nutrients (potassium plus sulfur) — the potassium source of choice for high-value chloride-sensitive crops:
- – Tobacco, citrus, grapes, tea
- – Potatoes, strawberries, watermelon
- – Greenhouse flowers, soilless-culture vegetables
Modern Industrial Manufacturing
- – Specialty glass fluxing agent
- – Dye intermediate catalyst
- – Potassium-based chemical raw material
Food and Pharmaceutical Ingredients
After further purification, widely used as food acidity regulators and pharmaceutical-grade electrolyte supplements.
Maxton SOP Potassium Sulfate Production FAQ
1. Mannheim vs. Wet Process — Which is better for newcomers?
Recommendation: Start with the Wet Process for new fertilizer enterprises.
- Moderate investment, lower environmental compliance.
- Produces water-soluble K₂SO₄ for premium fertilizer markets.
- Typical payback: 3–4 years.
Mannheim Process: Suited for companies with HCl off-take channels or large-scale production (>50,000 t/y).
2. What does a complete SOP production plant EPC project include?
Maxton’s turnkey EPC service covers:
- Front-End Engineering Design (FEED)
- Core equipment manufacturing
- Auxiliary equipment procurement
- On-site civil works guidance
- Equipment installation & commissioning
- Operator training
- Trial production supervision
- Warranty & O&M support
Clients provide: site and raw materials. Maxton delivers everything else.
3. Advantages of granular SOP (2–4 mm) over powder
- Suitable for mechanical field application without clogging seeders.
- Better slow-release performance.
- No caking or dusting during transport and storage.
- Maxton’s double roller granulator: 2–4 mm particle size, granule hardness >30 N.
4. Does Maxton support overseas installation and after-sales service?
- Delivered projects to 20+ countries (SE Asia, South Asia, Middle East, Africa, Latin America).
- Multi-lingual engineering team (EN/ES/RU/AR).
- On-site technicians for installation guidance & operator training.
- Ongoing remote technical support.
5. What is the capacity range of an SOP production line? Minimum scale?
- Mannheim: 10.000–100.000 t/y
- Wet Process: 5,000–50,000 t/y
- Minimum recommended scale: 10,000 t/y
- New entrants: start 10,000–20,000 t/y, then expand after market validation.
6. Cost and payback period
- 20,000 t/y Mannheim line: USD 2–5 million (core equipment)
- Wet process equivalent: USD 1.5–3.5 million
- Typical payback: 3–5 years, depending on feedstock and product pricing.
- Maxton provides custom quotation & ROI analysis.
7. Project timeline
- Engineering design: 1–2 months
- Equipment manufacturing: 3–5 months
- Shipping: 1–2 months
- On-site installation: 2–3 months
- Commissioning & trial production: 1 month
- Total: 8–12 months (compressible to 6–8 months if civil works are ready).
8. Product quality and export
- K₂O ≥ 50%, Cl ≤ 1.5%, meets China GB/T 20406-2017, EU, North America standards.
- Food/pharma grade: optional re-crystallization module → purity > 99%.
9. Feedstock specifications
- Mannheim: K₂O ≥ 60% (powder or granular), H₂SO₄ ≥ 98%
- Wet Process: K₂O ≥ 60%, ammonium sulfate N ≥ 20.5%
- Optional pre-treatment: grinding & screening
- Assistance in global potash sourcing available
10. Equipment service life & maintenance
- Mannheim furnace: ≥10 years
- Silicon carbide hearth: 5–8 years
- Rake arms: replace every 2–3 years
- Wet process reactors: ≥10 years
- Rotating equipment: preventive maintenance every 6 months
- Warranty: 12 months, lifetime spare parts supply
11. Upgrading aging SOP lines
- Technical assessment, revamp & capacity upgrade
- Replace high-energy furnace linings
- Add DCS automation, off-gas absorption, and a granulation section
- Retrofit timeline: 2–4 months, capacity increase: 30–50%
12. Payment methods
- T/T, L/C (sight/usance), phased payment structures
- Standard: 30% deposit → 40% before shipment → 25% after installation → 5% warranty end
- Terms negotiable per client credit & project scale
Start Your Green Fertilizer Project
Professional engineering that delivers on the ground.
Maxton’s fertilizer equipment engineering team is ready to conduct a thorough assessment of your potassium sulfate production plant project. Based on your feedstock conditions, target capacity, and budget range, we will tailor the optimal process route and plant layout solution.
Contact Maxton today and receive — free of charge:
- Custom P&ID Process Flow Diagram — tailored to your capacity and feedstock
- Core Equipment List and Quotation — transparent, complete, with no hidden costs
- ROI Feasibility Analysis Report — based on real-world project benchmarks
Get a Free Consultation Today →
Related Posts
6 月 3, 2026
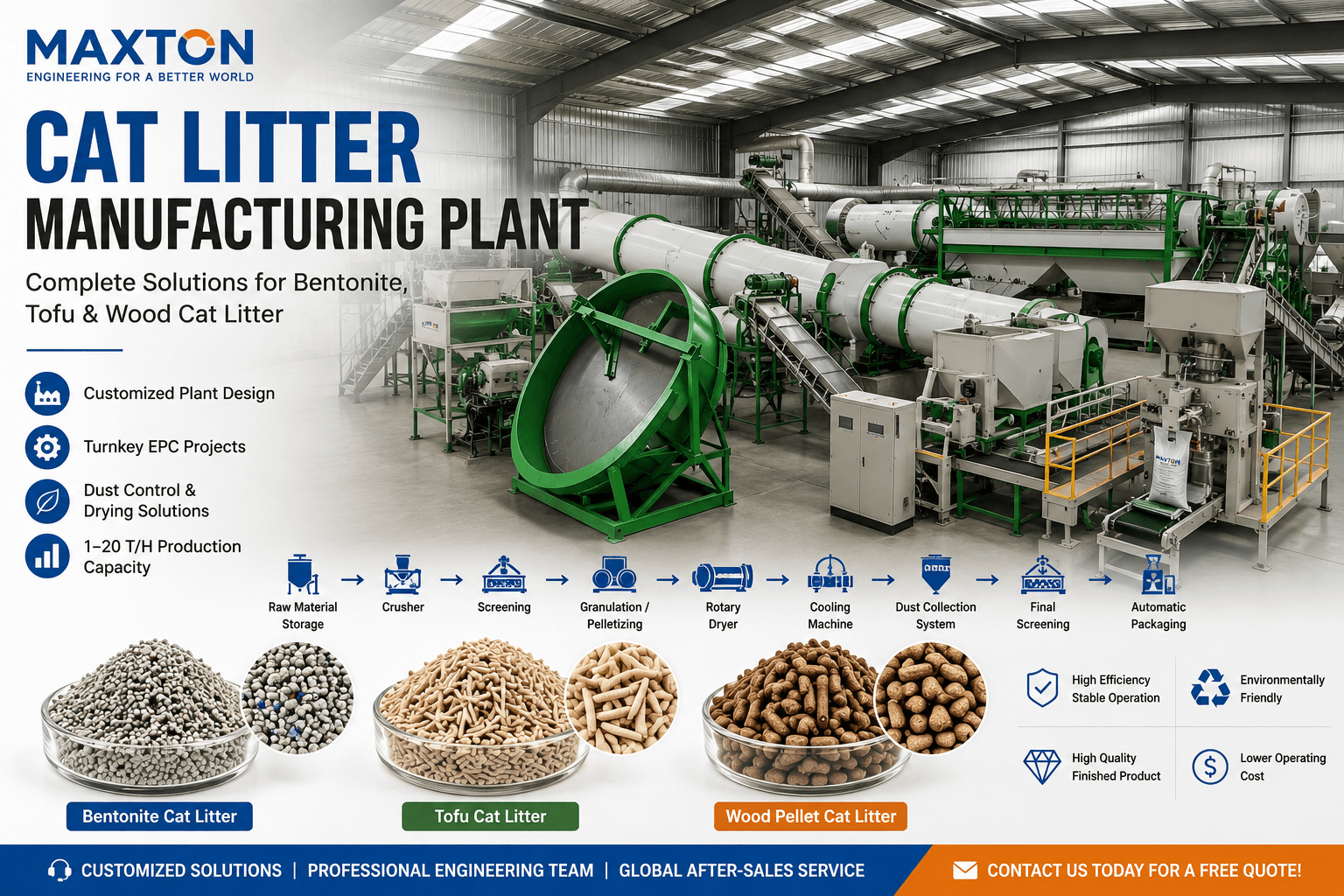
Cat Litter Manufacturing Plant: Bentonite, Tofu & Wood Equipment Guide
Cat Litter Manufacturing Plant: Complete Manufacturing Solutions for Bentonite, Tofu, and Wood Cat L...
6 月 2, 2026
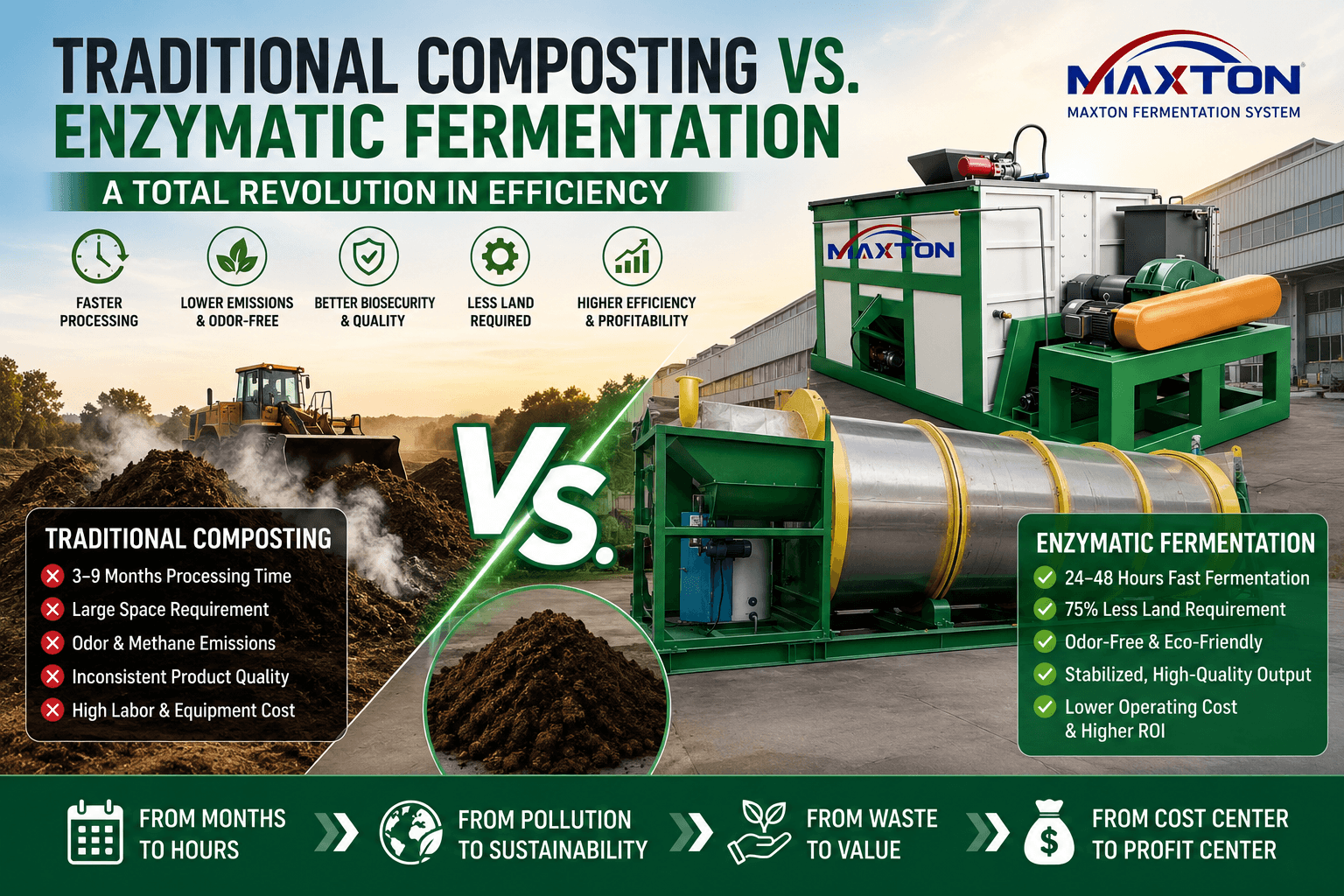
Traditional Composting vs. Enzymatic Fermentation: Cost & ROI Guide for Organic Fertilizer Production
As global agriculture moves toward sustainable and high-efficiency fertilizer production, managing o...
Give us a call or Simply Complete the Form
Address:Zhengzhou City, Henan Province, ChinaPhone:+86-18237180035Email:svip@maxtonorg.com
